








- Ultrasoon systeem
- Ultrasone hoorn
- Ultrasone kunststoflasmachine
- Ultrasone metaallasmachine
- Ultrasone naaimachine
- Ultrasoon snijapparaat
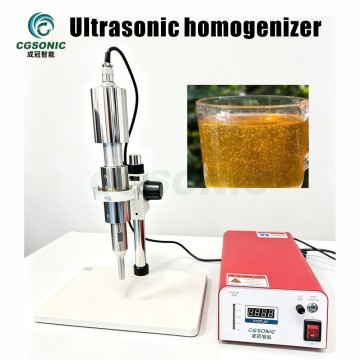
- Ultrasone homogenisator
- Ultrasone generator
- Ultrasone transducer
- Ultrasoon puntlassen, handlassen
- Ultrasone slangafdichtingsmachine
- Ultrasone draaitafelmachine
- Waterafvoermachine
- Flens









01




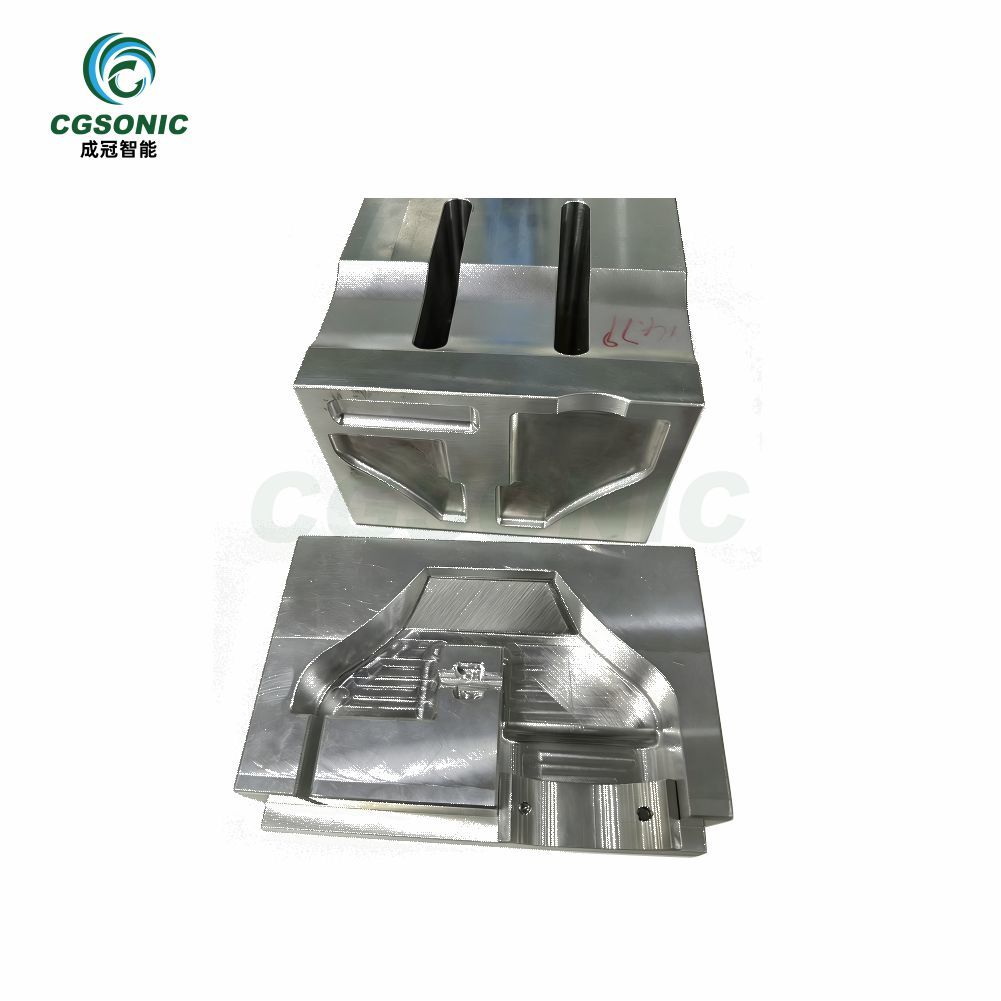
Hoe ontwerp je mallen voor ultrasoon lassen (laskoppen)?
Belangrijke ontwerpdetails
De ultrasone lasmal (laskop) vormt de kern van de energieoverdracht. Het ontwerp ervan draait om drie hoofdaspecten: akoestische afstemming, structurele aanpassing en materiaalbewerking. Deze factoren bepalen direct de laskwaliteit en de stabiliteit van de apparatuur. De belangrijkste punten zijn als volgt:
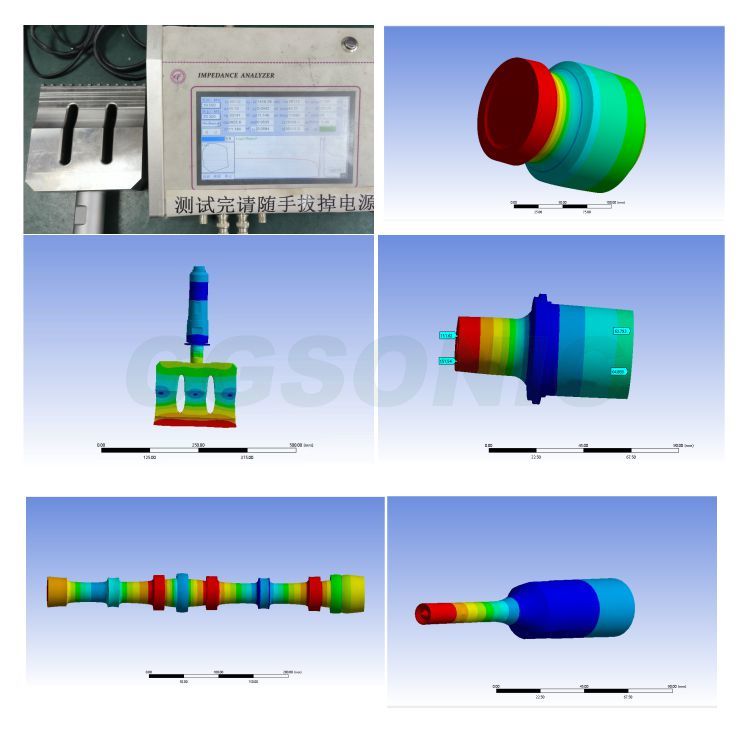
I. Akoestische prestatieafstemming (kernvoorwaarde)
De laskop moet als resonator fungeren en nauwkeurig afgestemd zijn op de frequentie van de apparatuur om energieverlies en schade aan de apparatuur te voorkomen. Trillingsmodi worden geoptimaliseerd door middel van akoestische simulatie om een uniforme amplitude-verdeling te garanderen en spanningsconcentraties te elimineren. De amplitude wordt rationeel ingesteld op basis van de hardheid van het te lassen materiaal, waarbij de amplitude-versterkingsverhouding wordt gecontroleerd om een balans te vinden tussen lasefficiëntie en levensduur van de matrijs.
II. Ontwerp van het lasoppervlak en de algehele constructie
Het ontwerp van het lasoppervlak moet een evenwicht vinden tussen energieconcentratie en productbescherming: energiegeleidende patronen moeten worden toegevoegd om de energie te focussen en het lassen te versnellen; positionerings- en foutbestendige structuren moeten worden gebruikt om verschuiving of omgekeerde plaatsing van het product te voorkomen. Niet-lasgebieden moeten vrijgehouden worden. Afgeschuinde of afgeronde randen voorkomen beschadiging van het product en scheuren in de mal. Het algehele ontwerp moet een balans vinden tussen lichtgewicht en stijfheid; niet-kritische delen kunnen worden uitgehold en mallen met lange handvatten moeten verstevigingsribben hebben om vervorming te voorkomen.
III. Materiaalselectie en -verwerking
Bij de materiaalkeuze moet een balans gevonden worden tussen akoestische prestaties, sterkte en slijtvastheid: titaniumlegeringen zijn geschikt voor zeer nauwkeurige toepassingen met een hoge productiecapaciteit; aluminiumlegeringen bieden een hoge kosteneffectiviteit en zijn geschikt voor kleine tot middelgrote productievolumes; gereedschapsstaal wordt gebruikt voor het lassen van harde materialen en materialen die glasvezels bevatten. Afhankelijk van de materiaaleigenschappen worden passende warmtebehandelingen of oppervlaktebehandelingen toegepast om de slijtvastheid en levensduur van de mal te verbeteren.
IV. Kernpunten voor verbinding en verificatie
Het aansluitvlak met de amplitudetransformator moet nauwkeurig passen om concentriciteit en een efficiënte energieoverdracht te garanderen. Na het voltooien van het ontwerp worden simulaties, proeflassen en levensduurtests uitgevoerd om te controleren of de laskwaliteit en de stabiliteit van de mal aan de normen voldoen. Modulaire opbouw kan worden toegepast om de aanpasbaarheid van het product te verbeteren en de kosten te verlagen.